







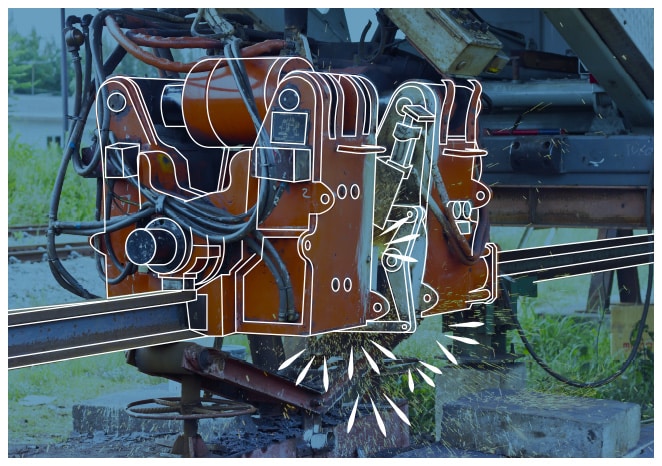
This a popular method for welding rails on site, as it can be performed in all weather conditions. This method uses a consumable electrode that melts to form a weld puddle, which is then covered by a layer of flux to protect the weld from contaminants. The resulting weld is strong, durable, and resistant to corrosion.
Technology
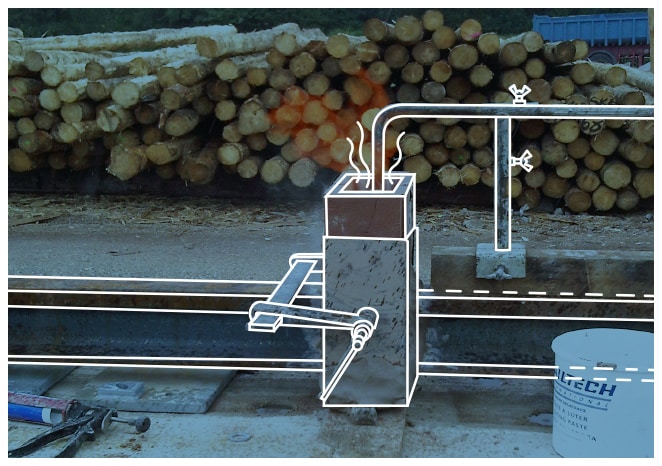
The void between the ends of the rail is filled with a continuous layer of fillet welds.
Equipment
Permanent basic equipment: material for adjustment and preheating, a set of electrolytic copper blocks, power transformer and grinding equipment.
Consumables: specially adapted electrodes and heat insulation plates to protect the pad.
Implementation
The technique requires qualified rail welders.
Contact us for more information about our welding solutions and services

























